R加工部の図示について
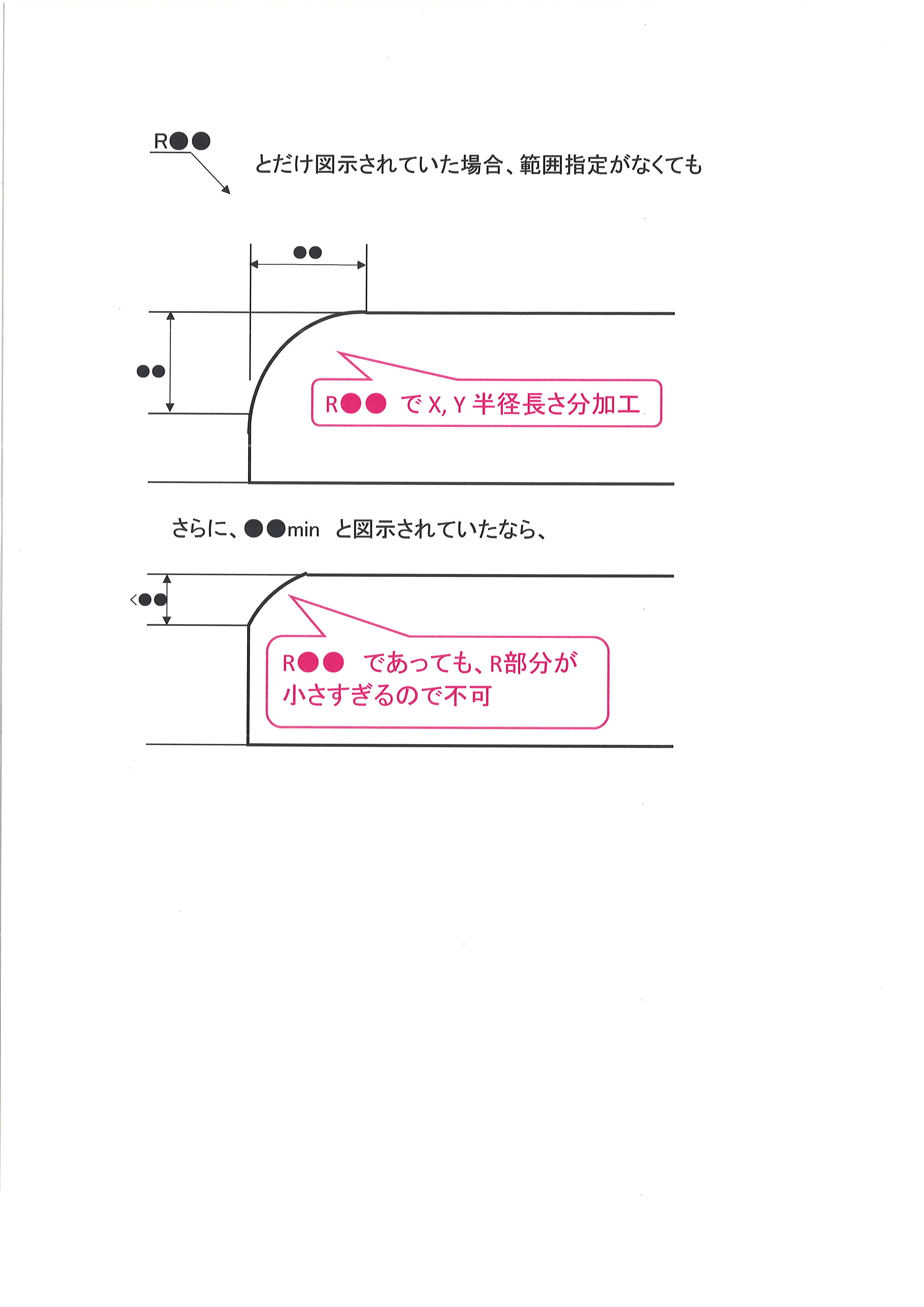
- R加工部の図示について疑問があります。加工範囲を指定せずに単にR●●と図示されていた場合、X方向とY方向の半径●●分を加工するのでしょうか?
- 添付図の下にある●●minという追加指示がある場合、Rの指示だけで加工範囲が●●より狭い場合は不可なのでしょうか?
- ただし、測定の難しさから微妙なレベルは無視されることが多いです。
- 締切済み
R加工部の図示について
- みんなの回答 (2)
- 専門家の回答
みんなの回答

- hahaha8635
- ベストアンサー率22% (800/3609)
内Rと外Rで違う 外Rに場合加工公差により角部ができる場合がある
- HikaruSai-2018
- ベストアンサー率46% (214/461)
X方向、Y方向とも半径●●分を加工するという理解で正しい ●●minと追加指示があれば、Rだけ指示どおりでもその範囲が●●より狭ければ不可という理解で正しい
お礼
ご回答ありがとうございます。 自分たちが間違っているのか不安だったので安心できました。 お礼が遅くなってしまい申し訳ありません。 客先とは何度も話し合いました。 わかってはもらえたようですが加工法の問題でそのとおりには加工できないとの話でした。
関連するQ&A
- 放物線曲面等の図示・加工
いつもお世話になってます。 曲面加工部の図示方法について教えてください。 例えばy=ax^2であらわされる放物線を360度回した曲面を加工指示として出す場合、図面上にどう図示したら良いのでしょうか。 作業される側からすると、単純に数式が記載してあれば加工に入れますか? これまで曲面加工といえば、R=○○といった円弧面(またはその大小組み合わせた複合円面)しか指定したことがありませんでした。 複雑な曲面の場合は3次元CADデータでそのままください、といわれたことはあるんですが(その場合もデータの作りこみは別の人間が担当)、紙面指示で済ませたい場合はどうすべきでしょう。 逆に数式指定された場合、曲面データを加工に落とし込むステップについて教えていただけると幸いです。 単純に加工会社サンが自前CADでデータを作りこむのでしょうか? そういうプラグイン機能が普通にある?
- ベストアンサー
- その他(ソフトウェア)
- エクセルで与えられた式をグラフで図示したい
以下の問題をエクセルを使って解きたいんですが・・・。 孤立原子のクーロンポテンシャル(-1/r)の重ね合わせによってポテンシャルの箱が形成されること計算せよ。 (1) U(r)=-1/r、として-3≦U(r)≦0の範囲で図示せよ。 (2) U(r)=-1/rを周期d=5(r軸方向に5ずつ)ずつずらして、100個重ね合わせたポ テンシャルV(r)を図示せよ。 とにかく、エクセルで式をグラフに図示する方法を教えてください。あと、グラフを重ね合わせる方法も教えて下さい。 わかるかたぜひともお願いします。
- ベストアンサー
- Windows Me
- 加工図面の英文表記
いつも参考にさせていただいています。 機械加工図面の英文表記に関して質問させてください。 例えば切削ケースに対する 「タップ加工の深さ指示/下穴貫通の可否」「皿ネジ用サライ]「平座繰り」「表面アラサ指示」「幾何公差の指示」「表面処理(メッキ種類/メッキ厚)の指示」等など。 参考文献、参考になるURLなどご存知の方がいらっしゃいましたら御教授ください。 海外の加工メーカーへ依頼を考えていますが、上記のような図示方法が良く分からず、正しく意思が伝わるか分かりません。 今までは意思がちゃんと伝わるか心配な所は、別途断面図/詳細図などを作図していましたがいささか面倒な為。 一応JISに基づく製図法は当方理解しています。 よろしくお願いします。
- 締切済み
- その他(開発・設計)
- コーナーRの指示の仕方。皆さんならどうしますか?
コーナーRの指示なんですが、 Rをつけたいのですが、特に大きさはなんでもいいんです。 例えば、R3でもR5でも。ただ、大きさは何でもいいといっても、 R10やR15まで大きいものは不可です。 こういった場合、なんて指示してあげればいいのでしょうか? R3でもいいのなら、適当にR3と入れておけばいいかもしれませんが、 加工者側のことを考えると、大きいほうが加工しやすいのかとも思いまして。 じゃー、R5と入れておけば?という話になりますが、だからといって、R5から外れるとマズイということもありません。 要するに、R2位からR8くらいならいいんです。その間なら問題ないんです。 こういった場合なんて指示するのがいいでしょうか? 経験ある方などよろしくお願いします。
- 締切済み
- 製品設計
- 球面加工のカスプ高さについて
ワーク半径が15~30を、ボールエンドミルで球面加工をしようと思うのですが、仕上げ面と磨耗の両面を考慮して、カスプ高さを大体どのぐらいに設定して加工されるか教えてください。 よろしくお願いします。 球面加工の目的ですが、「仕上げ加工においてワークのRに対して工具のrを何%にすればいいのか」を研究テーマにしています。ツールパスはカスプ高さ一定で等高線加工です。 ?カスプ高さの設定で、着目しているのが仕上げ面なので工具磨耗は考えていないのですが、カスプ高さをこのぐらいにするとゆう、一般的な大体の範囲(数値)はないのでしょうか? ?また工具のrの違いによる仕上げ面への影響をみるには、カスプ高さを大きめか小さめのどちらがよいと考えられますか? ?それと下記の条件で一刃当たりの送りはどのくらいに設定するのがいいと思われますか? 加工条件は、工作機械は森精機のAccumill4000(スペック:最高主軸回転速度2000[1/min]、早送り速度48000[mm/min]、ツールシャンク形式BT30)、仕上げ代0.2[mm]、クーラントはエアー、工具は(Al,Ti)Nコ-ティング超硬ボールエンドミル、材料はダイス鋼SKD61(HRC53)です。 また、研究テーマに関してなにかご意見がありましたら、お聞かせください。 わからないことだらけで多くなってしまいましたが、お願いします。
- 締切済み
- CAM
- 部品加工の精度について
添付画像の鋳物図を加工屋さんに依頼するのですが どうしてもφ20に回転軸を入れると反対面とズレが発生して 通すことが出来ません。 加工の依頼先が違うと、キチンと精度がでていて 反対まで何も問題なく軸が通るのですが、、、、 加工の知識が無いので、明確な指示を加工会社に出来ないのですが それほど難しい加工なのでしょうか? 加工する時にトンボしてインデックスセンターにズレが出て 反対側との同軸度が出ていないのでしょうが、図面上そこまで 指示していないと駄目なんでしょうか? そこまで難しいとは思いませんが、どうしてこんな問題が起こるのでしょうか?
- ベストアンサー
- その他(学問・教育)
- ダウンカット コーナーRでキュルキュル鳴るのは
φ10の2枚刃のエンドミルですが ダウンカットで コーナーRを 加工するときに そこだけ キュルキュルなるのですが、 メカニズムを解説してください。 図はR2.5で書いており、 φ10 エンドミルで入れる範囲の軌跡で 回っているのですが、 つまりR5が残る 軌跡で回っています。
- 締切済み
- 切削
- NAK55のボ-ルエンドミルでの2.5次元加工
こんにちわきつねです。早速ですが超硬のボ-ルエンドミル2.5Rで加工形状が約パイ8mm深さが11mmぐらいで垂直の壁が5.5mmぐらいのもので個数が100個あるものをN=15000rpmF=900mm/minで加工したところ工具が欠けてしまいました。コ-ナ-Rのエンドミル良いのか条件がダメなのか原因がわかりませんどうすればいい教えてください納期が迫ってきているのでよろしくお願いします。仕上げ加工ですのでZ、XY方向のピッチは0.1mmでしています。
- 締切済み
- マシニングセンター
- φ3.0横穴加工
お世話になります。 ミーリング機能(MAX6000回転)付きのNC旋盤で 材質STKM13C 外径φ52.0 内径φ48.0 のパイプ形状の外径方向から外径の頂点位置に C軸割り出しとZ軸をずらしながら φ2.9~φ3.2の横穴(貫通穴)を数箇所加工します。 ツールの取り付け本数の都合上、 センター穴加工用の工具が使用不可であったため、 NACHI / AQDEXZ0300(アクアドリルフラット) を選定し加工を行いましたが、 穴径が安定しません。 (20穴中2穴程、φ3.2のピンゲージがすっぽり入ってしまう 箇所が出てしまう) 加工条件は、 ? Vc=30m/min f=0.03mm/rev ステップ無し ? Vc=30m/min f=0.03mm/rev 0.1ピッチでステップ ? Vc=30m/min f=0.005mm/rev ステップ無し ? Vc=30m/min f=0.005mm/rev 0.1ピッチでステップ ? Vc=30m/min f=0.05mm/rev ステップ無し ? Vc=30m/min f=0.05mm/rev 0.1ピッチでステップ ? Vc=25m/min f=0.05mm/rev ステップ無し ? Vc=25m/min f=0.03mm/rev ステップ無し で試してみましたが穴径は安定しませんでした。 ? Vc=30m/min f=0.05mm/rev 0.1ピッチでステップ に関してはφ3.2のピンゲージが入ることは有りませんでしたが、 約60穴程で加工途中にドリルが折れてしまいました。 また穴の仕上がりもカッターマークの様な深い筋が入り 綺麗に仕上がりません。 ?フラットドリルの選定が間違いなのでしょうか? ?先端角の付いたドリルで細かくステップを入れ加工したほうが 安定するのでしょうか。 ?センター穴加工をしなくても直進性の高いドリルはあるでしょうか? ?フラットドリルを使用して直進性の高い加工が出来る加工条件は あるでしょうか? 是非、ご教授いただけます様よろしくお願いいたします。
- ベストアンサー
- 旋盤
- 旋盤のチップのノーズR0.8とR1.2の使い分け…
旋盤のチップのノーズR0.8とR1.2の使い分けについて 旋盤のチップのノーズR0.8とR1.2の使い分けについて教えて ください。 R0.8はR1.2に比べ欠け易く同じ条件の加工の場合 面粗さが悪くなると理解しているのですが それではR0.8は長所はないのでしょうか? あともう一つお願いします 超硬チップで材質S48Cの材料を 2個ほど削ったのですがチップの側面が黒くなるのですが なぜでしょうか? 外径200mmのボスの加工です。 S140m/min F0.3mm/rev 取しろΦ3.0 です。
- ベストアンサー
- 旋盤

お礼
ご回答ありがとうございます。 自分たちが間違っているのか不安だったので安心できました。 お礼が遅くなってしまい申し訳ありません。 客先とは何度も話し合いました。 わかってはもらえたようですが加工法の問題でそのとおりには加工できないとの話でした。