3軸MCのツール研磨について
- 3軸MCのツール研磨について質問いたします。
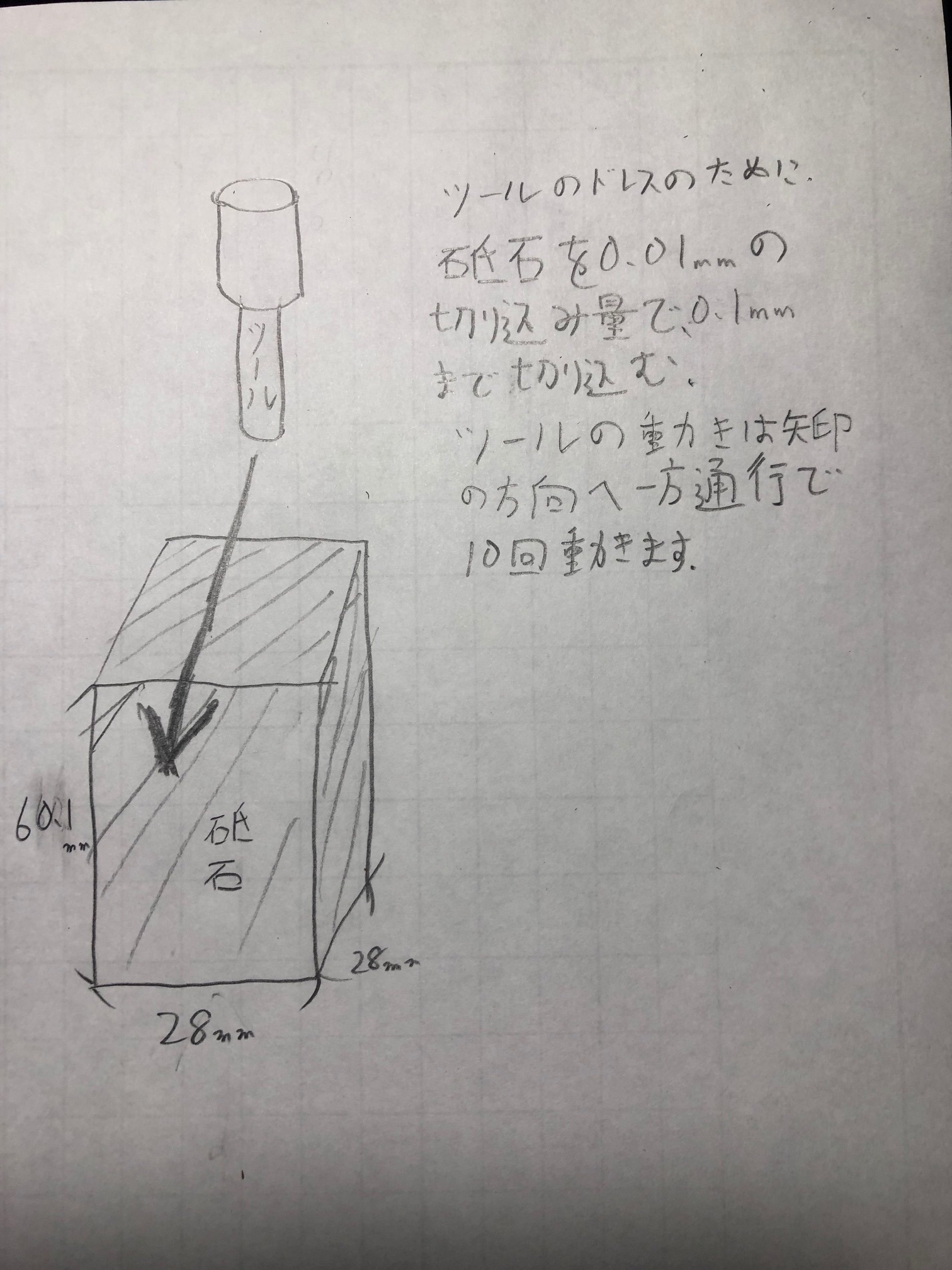
- メタルボンドのツール研磨のためのCAMプログラムを組むことになったのですが、図にもありますように砥石に対して0.01ミリの切り込み量で0.1ミリまで切り込みます。このときツールが矢印の方向へ一方通行で10回動きます。
- この動きをさせるためには2Dの平面加工で設定するのが良いでしょうか?また工具の一方通行の設定の仕方を教えて下さい。
- ベストアンサー
3軸MCのツール研磨について

- みんなの回答 (1)
- 専門家の回答
質問者が選んだベストアンサー
NC プログラムで良いのかな? 急いで書いたので汚いし間違ってるかも 要はサブはインクレメンタルでZ位置決めし 呼び出しで繰返し

関連するQ&A
- SUS420の平面研磨
ワークの材質がSUS420なのですが、研磨面 で0.6Sを出さなくてはなりません。 どのような砥石が、理想なのでしょうか? ボラゾンなどは、どうなのでしょうか? 宜しくお願い致します。 KECさん、宜しくお願いいたします。 研磨は、平面研磨です。 硬度は、HRC35程度入っています。 機械精度は、0.0001の単位で切り込みできます。ワークの大きさは、100*31で2枚ありまして、最終的に2枚重ねるのですが、密着部分の面粗度が厳しいです。 宜しくお願いいたします。
- 締切済み
- 研削・研磨
- 平面研磨の基本
平面研磨をして半年くらいの初心者ですが、いろいろと分からないところが あるので、皆さんに回答をもらえれば嬉しいです。 まず砥石の仕組みが分からないです。製品を研磨していて、切り込み量や 送り速度を強くしすぎると面相が悪くなるのはなんとなく分かるのですが、 砥石の目詰まりや焼きつき、硬さや種類など分からないところが多すぎます 砥石はハイスやデーロクにはボラゾン 超硬にはダイヤ アルミなどには 普通砥石などと先輩に教えられたのですが、詳しい仕組みが知りたいです。 また、角度を出す際自分はバイスで製品をつかみそこから2面当てて角度 を出しているのですが、このやり方以外でも角度を出して製品を加工できる のでしょうか。 かなり分からないところだらけですが、よろしくお願いします。
- 締切済み
- 切削
- 研磨の切り込み量について
平面研削の初心者です。時間を短縮する為にもっと一回の切り込みを量増やしたほうが良いとは思うのですが、怖くてなかなか増やすことができません。どのくらいまでなら大丈夫でしょうか? いつも研磨している材料は、ACDの焼入材が一番多くて、たまにSKDやSKHの焼入材をやっています。 砥石の粒度は60番だったと思います。 経験不足でまだまだなので、申し訳ありませんがアドバイスをお願いします。
- 締切済み
- 切削
- アルミ5052の研磨加工方法
8*200*356アルミ5052の研磨加工で悩んでます、厚み8を±0.02で仕上げ 平行0.02 平面0.01に仕上げたいのですが、うまくいきません 現段階では、粗加工と仕上げで分けて加工はしていますが、加工中にソリあがったり、加工後に変形したりしています。 使用する砥石や切削液に何かいいものがあれば教えてください 今、粗加工では切削液をかけてやってます。仕上げは油をかけてます 切り込み量とか色々かえたり試してはいるのですがうまくいきません 助けて下さい。
- ベストアンサー
- その他(ITシステム運用・管理)
- 7ミリのアングルの片面研磨がうまくいきません・・・
厚み7ミリのアングルの片面を研磨して平面度0.01にいれなくてはいけないのですが、なかなか交差が出ません。測定台に置いて、ダイヤルの針を当て、研磨面を押したときに、針が0.01から0.02動いたりします。私が行った研磨の方法は、マグネットテーブルとアングルの間に2本の2ミリの丸棒を入れ浮かせて、研磨する面の下にジャッキを入れてバランスをとり、周りをブロックで囲んで研磨しました。荒取は0.003ぐらいで研削し、仕上の際に一度磁石を脱磁してジャッキを一つずつゆるめては、締めなおしを繰り返しました。そして、再び磁石をかけドレスをかけ0.002ぐらいで全面が削れるまで研削しました。少しでも、砥石が面に当たる時間を減らそうと品物を斜めに段取りして研磨しました。ジャッキの使い方、磁力についてなど,その他、直したり、試した方が良いアドバイスなどあれば是非ご意見を下さい。 最初の質問で足りなかったことを、指摘していただいたので、追記します。砥石の種類は35R、砥粒WA、粒度46、結合度J。岡本工作所のPSG-105DXです。今回、研磨した材料の大きさは、9ミリの厚みのL形アングルを幅70ミリ長さ380ミリ厚み7ミリにフライスで加工後、その片面を研磨しました。
- 締切済み
- その他(機械加工)
- 工具の再研磨どうしていますか?
こんにちわ。 弊社は精密機械加工部品の製造メーカーです。 今度環境ISOや経費改善のからみで工具再研磨を 推進していくことになりました。精密機械加工部品を 製造している企業でありながら、今まで工具の 再研磨に疎かった事実は恥ずかしいことでもあるの ですが、再研磨を推進していくにあたり、まずどの ようにしていけばよいのか具体的にわからず 困っています。是非皆様のお知恵を経験を教えて 頂けましたら幸いです。 【知りたいこと】 ?ドリルは径が何φから再研磨していますか? ?エンドミルは径が何φから再研磨していますか? ?再研磨は業者に依頼するものと自社で行える ものとあると思いますが、その内自社で行って いるのは何φからですか? ?再研磨に使用している機械を教えて下さい。 ?今度工具研磨をしていく人間はほぼ素人なの ですが、素人でも作業しやすい工具研磨機、 それを出しているメーカーありましたら教えて 下さい。 【弊社の現在の状況】 ?ドリルはOSG社のSシャープナーを使用です。 ?エンドミルは平面研磨機につけるアタッチメントを 使用してφ10の2枚刃エンドミルのみ再研磨 しています。(加工担当者が各自) ?よく使っているのがφ1φ8のエンドミルで、 2枚刃・4枚刃のものです。超硬6割・ハイス 4割くらいでしょうか。側面を使用する 加工はあまりないので、再研磨は痛んだ底面 のみ少し切断して加工するようになります。 希望としてはφ3以上のエンドミルは自社で 再研磨したいと思っています。 ?工具研磨機は日本精密製の小径万能工具研削盤 が1台ありますが、操作や設定が難しく皆触れ ない状態です。(治具や拡大鏡などあれば、 この機械で出来るようになるのでしょうか??) 以上宜しくお願いします。
- 締切済み
- マシニングセンター
- 平面研削盤における ワークの飛び
回転数2000回転の平面研削盤において ワーク材質SKS3 焼入れ済み 厚み60 縦横 50 40 ミリの ワークを 斜めにカットしたような 形状 (斜めカットにより 短い方のストレート部の面積はは12 ミリ× 厚みの60 長い方は40ミリ×60の面積 ) でワークのストレート部面積をを 厚み10ミリ 縦 30ミリ 横 100ミリ位のプレートで 飛びどめとして ワークの左右に設置する事にしました。 30×100の面積を 電磁ベッドに接するように(ワークのストレート面積部には 10×30の面積の部分で ワーク左右どちらも セットしました。 電磁ベッドも確実にオンにしました。 しかし 0.02から いっても0.03 ミリ位しか かけていないのに ワークが動き ワークは 横へ飛んでいきました。そして砥石は割れました。 飛びドメの プレートは そのまま ベッドに固定されたまま 残りました。 この飛ばす前に SKS3 の焼入れ材で 同じような大きさのワークを5ミリ 研磨しておりましたが、 ゼロセットする前に ドレッシングするのを 忘れたためそのまま やったので、 多少は 砥石の切れは悪かったと 想定していますが、 音が鳴くほどには 切れは悪くはなかったと思います。 質問は 0.02から0.03位の 切り込みで ワーク厚み60に対し 飛びドメプレートの厚みが10ミリでは 飛んで おかしくないでしょうか? 初めて飛ばしたのですが、 0.02から0.03位の切り込みで 飛びドメが 10ミリだとしても 飛ぶイメージがありませんでした。 ワーク厚み60に対して 飛びどめ厚み10ミリでは力的に回転する感じはイメージ出来ますが、 それが0.02 位の切り込みで 電磁ベッドの力と 10ミリ の飛びドメのかかりを 超えてしまうのでしょうか? また 砥石は SKS3向けの ピンクの 多分WAを つかっていたと思います 砕けましたが、 平面研削盤は 作業上こういう ことは 想定済みで 砥石が砕けるような こういう状況になっても 機械は それくらいでは なかなか 壊れたりはしないような つくりになっているのでしょうか? アドバイスよろしくお願い致します。
- 締切済み
- 研削・研磨
- ツールセッタについて
私は森機のNV5000を使っているのですが 最近Z軸をぶつけてしまいました その後ツールセッタ(自動工具長測定)でぶつける前に測定していた工具を呼び出して測定すると4ミリぐらい誤差がでました ツールセッタの設定をその誤差の分調整したいのですがやり方がわかりません 困ってます どなたかアドバイスお願いします
- 締切済み
- マシニングセンター
- 一般的なCAMのベンダーのサポートの範囲
一般的なCAMのベンダーのサポートの範囲についてお聞きします。 加工する課題があって、送り、回転数、選択工具、一回の切り込み深さ などどのように設定したらいいか不安なときなど、 そういうことにCAMのベンダーは回答くれるのでしょうか? それともソフトの操作についてだけでしょうか? よろしくお願いします。
- 締切済み
- CAM

お礼
回答有り難うございます。頂いた画像を参考にして出来ました。