段差寸法の公差について
- 板物の厚さに寸法公差が入っている場合は、製品としては良品となるかと思います。
- 階段形状の1段目上面から3段目上面までの寸法に公差が入っていた場合、どこの部分を測定するべきでしょうか。
- 面のどの位置に於いても公差内に入っていないと不良品という事になるのでしょうか。
- ベストアンサー
段差寸法の公差について

- みんなの回答 (6)
- 専門家の回答
質問者が選んだベストアンサー
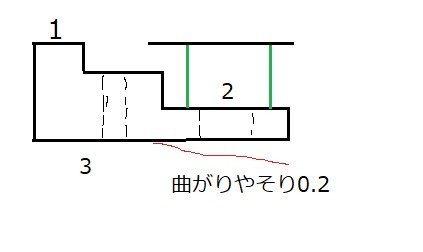
追加ですみません。画像付きで説明した方が分かりやすいと思い経験上のあれこれで説明。 加工での問題 画像での1番は基準面 2番は段差 みどりが仮に測定 赤がそりや曲がり このような場合では熱処理のできばえでどうしても曲がるも条件で曲がりが少ない時もあれば多い時もあるので、 この製品では1番のとなりに穴はボルトで締める場合では普通なら3番(今回のケース)みたいのまま加工してしまう事はおこりえます。普通この図面では3番がそりや曲がりでも0.3まではいいと書いている為に間違いなく加工側は曲がった3番を下にして未加工の状態のまま1番と2番の寸法差を加工したものとある意味確定してます。 この画像でも何も考えなしで加工すれば質問者の画像のようになるからです。 使い方をしっていて画像では3番も研磨してある程度の基準面を作る場合もあるからです。なぜにある場合かは熱処理しだいだからです、3番の面がそりや曲がりが少なければマグネットテーブルで付けて外してもさほど変わらない場合もあるからです。2番の長さによって精度がでない物と出やすい物があるからです。 こちらの画像と近いものであれば寸法精度的に不良品になる事が間違いなく測定値でも出てきます。 検査での問題 質問の画像で不良だというには質問者の画像数値ではNGに断定できません、ですので検査の決定も必要なんです。 図面や寸法では3番のそりが0.2だから加工を3番をそのままマグネットでくっつけて加工しただけでは、そのままでは良品どうしてもなってきます。 その為には複数の測定値やデプスマイクロでの数値も結果として出せるはずです。検査の人は嫌がるしこれを検査してもどうせNGなんだしと言われるかもだけど。 この画像で多少わかるかもですが、1番より2番の方が長いし穴をあけている場合しっかり検査して結果をみれば図面上はOKになってしまうのですが、使い方的には確実に不良品になるという長々書いたのは申し訳ありません。
その他の回答 (5)

- himitunohito
- ベストアンサー率26% (12/45)
まずは再度申し訳ないです。それで >ディプスマイクロメーターでの測定を行った場合、測定者や状況によって、毎回同じ部位を測定するとは限らないかと思います。 ・これについては少し勘違いさせて申し訳ないです。ある意味同じ所ではなく多少ずれても検査側は物によってでしょうが、2カ所や3カ所の測定値で数値を出す場合がある為、長さの2等分(2カ所)や3等分(3カ所)を測定してしまうのが検査をする人が多いからです。多少の位置が変わっても数値に通常加工では寸法値の差は1つ1つの製品では変わる。この手ものは大抵真ん中のみというのが経験上1か所のみ 測定でそちらで仮に長さの真ん中で測定した数値を画像の数値であるなら、さらにデプスマイクロでも数値がおかしいのであれば、しっかり2カ所や3カ所をライン上で測定を細かく測定して、その数値や結果でこの画像であるなら。 それは以前に書いたがこの物の使い方で基準面を固定しても測定し、段差寸法とペーパー度合いがあまり変わらないと「検査にて測定での決定」が必要になるからです。おそらく複数個あるでしょうから、めんどくさいので1つ測定し決定をつけないといけないのです。ですから画像の測定値では検査方法がしっかりしてないのが良くないという話です。曲がっているのだから複数測定は基本だと思います。 0.3の数値ですが、研磨加工前にざっくり確認をするも基準面に対し反対側はいじらないのが通常です。ですから通常の検査をする方もそれを込みでデプスマイクロメーターで基準面に対し測定だけで判断している事が多いからです。 良品になる可能性では勝手なイメージでボルトなどに締めて基準面から見た場合では寸法公差内に収まる可能性がある為です。 ただ、無条件で合格ではないのは初めに書いた通りです。 仮にこの状態では不安だよと思うのであれば、同じ加工品全て同様になっている可能性がありますよね。 そいう風に思う設計が悪いのかと言われれば少しがありますが、Aに対し0.3の平行まではいいと思うが基準面から段差の平行度も0.3にしてるのが間違いで、ここは基準面(A)と段差面(B)から平行度大きい為。これは他の方も指摘してますので、略。 また、加工者側にも問題はありますし、それを検査してもどこ?を測定したなど略図でこことここの数値が公差外と決めてやれば再加工をさせるからです。 加工者が悪いというのも大いにあります、社内加工であれば社内での加工者が適当でいいと思ったか指示する人がそれでもいいと思ったかですね。以前はこんな事なかったという思いがあるなら他の人が変わった可能性がありますね。 結論としてはこの製品同様のは全て再加工をするのがいいと思います。製品の品質的に 検査が問題をひどくしてしまったのは上に書いた通りですが、加工も悪い点が見受けられるので、そいう結果を出すのも細かくではないという点で加工が悪いと説得できるだけの数値ではないが、悪い点が段差部のテーパーになっている「10.05と10.2」ですね。仮に同じ幅で長さも少ない範囲でこの数値であれば、どこまでこの基準面に対し平行度が許さるのかです。ただ、通常の研磨加工で、段差部のペーパーになるもここまでなる可能性は実はありえるのです。あくまで10.05があればいいと思ったのかもしれません。 外部に加工をしてもらっているのであれば、コストに対し値段分といわれるかもしれません。 経験上この手の物はどいう使い方をするからと分かって加工するのと、ただ図面がこうなっているからと加工の方法が多少ことなりそいう時は確実に再加工をしてます。 図は質問者のをコピペです。赤いラインとしたの湾曲は良品になっている可能性のそりと曲がりをイメージ。 みずらいですが、赤ラインから緑のラインが数値で出している10.05と10.2の部分で曲がりがと思われるから、 検査がいやがるのであれば、社内でマグネットテーブルがあれば基準面を上にしてぺたっとくっつかせて測定してもらえば一番早いかもね、それか同様になるようにクランプなどして測定を。 長くなって申し訳なりません。

- himitunohito
- ベストアンサー率26% (12/45)
他の方のお礼での書き込みで、そいうことなのかと。 ようはこの図面で社外で加工してもらったがこれで加工での寸法公差に入っているのかと、図面が問題なのか加工が問題なのかというかんじですね。 他の方も書かれているようにこの図面では問題があるしそれは他の方も書かれている通りです。 では、質問者側で測定したのが今の画像の数値だと思うのですが、 現状での図面上ではそのままの寸法では「良品」扱いです。 1番目の回答にこのままではNGと書きましたが、それは前にも書きました平行度の0.3が問題だからです。 また、測定基準が上下面にしているからです。 そのままの測定でそりも+して測るので結果としては画像の実測寸法となるわけです。 ですが、寸法公差(10.0 ±0.1)を測定する上の面と段差の面のみです。なぜにこの「図面で良品となるか」 それ以外の面は0.3まで曲がろうがねじれようがいいという図面の指示になるからです。 この図面は実際に多くありますがその加工品がどいう使い方をするのかでこいう数値にもなります。 質問者の画像での実測値での測定方法自体が間違いです。 1番目に書いたのは上下面がある程度の測定面であるという前提での考えだからです。 この場合での測定は上の基準面と段差の数値のみで十分という事です。一番下の面の測定はしません。 ですので一番下の面から測定基準にしている事自体が違うのです。 結果的に図面に問題もありません 加工数値に恐らく問題ありません公差内です。 測定方法そのものが大間違いです。 どいう測定機器か ディプスマイクロメーター

- kon555
- ベストアンサー率52% (1755/3369)
>>添付写真で階段形状の”図面”を私が作図し、社外の加工メーカーに製作を依頼した場合~ 法律や明確な基準があるわけではないので個人的な感覚でしか言えませんが、極めて微妙なラインですね・・・ 先の回答で書いたように、何が問題かと言えば「どちらとも解釈できる図面になっている」のが最大の問題です。 そうした意味でいえば、設計&製図者に非があります。 しかしそんな曖昧な図面を受け取った側として、何も疑問に思わず加工したのか、という部分は加工者側にも非はあります。 結果として7対3、あるいは6対4くらいで製図者が悪く、再製作するにしても無償とはいかず原価+α程度は払うくらいかな・・・ですかね。 ただこの辺りまで行くと、会社間の付き合い・パワーバランスが絡む部分ですから、どうにでも転びそうです。 ただ海外の工場の場合などは、多分全額正規金額での再製作になるケースが多いでしょう。「書いてないほうが悪い」が基本ですから。
お礼
出張でなかなか回答をする時間が無く、遅くなって申し訳ありません。 今回も丁寧なご回答頂き、ありがとうございます。 図面としてよくないことは理解しているのでこのような図面は書かないように気を付けます。 私の解り難い説明で意図を汲み取って頂き、ありがとうございました。
- kon555
- ベストアンサー率52% (1755/3369)
平行度0.3指定に対して、10.05と10.2であれば平行度については良品です。 ただしこの場合、段差の10±0.1の部分にひっかかるので段差は不良に『なるかもしれません』。 この場合の良否というのは図面だけでは判定不可能です。 そもそも根本的な所から言えば、書かれているような「独立原則に反するがどちらが優先か」あるいは「段差のどこかが10±0.1に入っていればいいのか」といった曖昧な部分は、製品の最終用途も鑑みて、設計-製造-品管の三者(場合によってはユーザーも含めた四者)が合意し共通見解を持つべき部分です。 図面としてどうか、という話をするならば「二通りの解釈ができてしまうので良くない図面」となります。 不良品かどうか、という話になれば「用途による」としか言えません。図面の解釈論で云々すべき部分ではないです。 まあ最新のJISで言えば『最大実体公差指定』という明確な方法が規定されているわけですから「最大実体公差での指定がない以上は独立原則が優先されるのだ」という解釈は可能です。 仮に私が品管担当者で、図面を提供してきた客先などと揉めているならその論調で押すでしょうね。 ただそれはあくまで「社外とトラブルになり」「責任論になった時」という極めて最悪のケースならそう言える、というだけです。 カテゴリ的な「機械設計」でなら、そんな解釈に悩む図面を書くべきではないし、製造や品質管理ならば設計者に聞くべし、となります。
お礼
とても解り易く丁寧にご回答頂き、ありがとうございます。 私の質問の仕方が解り難かった部分があるかと思いますので少し補足させて頂きたいのですが、 添付写真で階段形状の”図面”を私が作図し、社外の加工メーカーに製作を依頼した場合、(実際には平行度は入れないですが普通幾何公差を考慮し、添付写真には敢えて記載しております。) 納入された加工品の形状が添付写真の”現物”に記載されている寸法だった場合、普通幾何公差は満足している状態でも寸法公差が部分的にはずれていると加工不良として再製作を依頼できる物なのでしょうか。(用途的に問題があるかどうかは別にして) そういう解釈だと 直接2点間を測れるような厚さ等の場合は、そりやダレが合っても良品。 直接2点間を測れないような段差等の場合はそりやダレがあった場合、不良品という事になってしまうのか。 図面としてはおっしゃられるように『最大実体公差指定』で解決できると思うのですが、上記のような私の中で”矛盾”が発生した場合の判断基準として知っておきたいと思い、投稿させて頂きました。 大変貴重な時間を使っていただき、ありがとうございます。
- himitunohito
- ベストアンサー率26% (12/45)
画像の上で「そり」がある状態で画像下側の寸法での公差をというのであれば。 これは不良品になります。 大きな理由として「そり」が0.2あります。 画像の下で(画像を回転し)右で下から0であれば上からの寸法や公差である10.0 [± 0.1]と平行度の0.3 での加工でいわゆるだれているとかテーパーになっている。 その数値が「10.05」から「10.2」を引いて「0.15」あります。まぁこの状態でも寸法公差を超えてるのでNGなんだけど 下側が0であればこの0.15は平行度の公差0.3の公差内であるので合格ですが、ようはこの当然「A面」が指定されている面に対してでなおかつ下の面上の面と平行での加工を求められる。 結果的に段差部 最大値10.05+0.2(そり)+だれやペーパー=10mm±0.1を超えるといわれるので不合格。 一番高い所と一番低い所の差が0.3以下なのですが、10.0の公差±0.1なので本当なら平行度は0.1以下にしないとこの公差内で全体をしあげるには難しいです。 この場合個別には合格かもしれませんが、全体的な平行や公差に入らないので不良品。 一番悪いのが「そり」の量です。最低限この場合どんなに大きなそりだろうと0.1が上限です。 できれば少ないには問題ないが結果的に10.0の公差に影響が出て測定されます。 ただしですが、何かの間に挟むので10.0の公差が重要だからという場合もある。 この画像では公差を超えてるのでNGですが。 加工手順がなんて書いてたらたぶん文字数オーバーになりそうww
お礼
丁寧にご回答頂き、ありがとうございます。 わかりやすく、とても勉強になりました。 加工手順等も気になりますが、他のQ&Aや参考書で勉強させて頂きます。 御時間頂き、ありがとうございました。
関連するQ&A
- 寸法公差と円筒度
初歩的な質問で恐縮です。 円筒形状の部品の製作図において、 外径寸法に0~+0.03の寸法公差を入れ、 かつ同じ箇所に 真円度:0.03 円筒度:0.05 の幾何公差指示を入れたところ、 上長から、 寸法公差と円筒度の指示が矛盾している、との指摘がありました。 寸法公差幅よりも円筒度の値が大きいと 矛盾しているのでしょうか? ご存知の方、ご教示願います。
- ベストアンサー
- その他(開発・設計)
- 積み上げ公差について
すみません。初歩的なことが分からないのですがどなたかご教示下さい。 平行度について •平行度の普通公差は、寸法公差と平面度公差・真直度公差とのいずれか大きい方の値に等しくとる。 •二つの形体のうち長い方をデータムとする。 •それらの形体が等しい呼び長さの場合には、いずれの形体をデータムとしてもよい。 と記載されていますが、 板厚t=10mmx90mm×90mmのステンレス板を2枚重ねて常磐の上に置き、一番上の板の平行度を図った場合、2枚目の上面の平行度は... 真直度・平面度:公差等級K級 10mm以下 →0.05 寸法公差:削り公差 ±0.2 なので最大なる±0.2→平行度0.2×2の0.4 長さ90mmの平行度0.4なので、tanθ=0.25°傾くということなのでしょうか? 本当にすみません。 何方かご教示下さい。
- ベストアンサー
- 機械設計
- 寸法公差積上げ時の幾何公差について
初めて投稿させていただきます。宜しくお願いします。 設計はまだ初心者で、基本的な質問で申し訳ありませんが御教示頂けると助かります。5点以上の部品を組み付ける時に各寸法公差及び幾何公差を設定する際、寸法公差については2乗平方和や単純和などを使いますが幾何公差についてはどのように加味すればいいのでしょうか?全く加味しないのか、加味する場合、平方和などのような計算で寸法公差に加算するのか、出来れば簡単な例題で説明して頂けると助かります。(URL参考でも可です)宜しくお願いします。
- ベストアンサー
- 機械設計
- 寸法公差による拘束について
寸法公差で、長さを指定した場合に実際拘束されるのは、どの部分までなのでしょうか。 たとえば、10mm四方の角材で対面する二面を「10mm±1mm」とした場合、その面のどこまでが拘束されますか? 奥行き方向に長く手前に寸法が記載されていれば、手前だけがそのれに拘束されるのですか?それとも、面全体平均で拘束されるのですか? 図面指示は奥が深く、悩んでいます。
- 締切済み
- 物理学
- 公差について
設備の改善設計等を行っています。 部品図の寸法に何も公差を入れなかった場合、 長さや角度、幾何公差に至るまで 勝手に中級の一般公差が成立していると思い込んでいました。しかし、実はそうではないように最近思えてきました。 使用している図面枠に一般公差が総括して描いてあったことや、加工屋さんが基準値の中央狙いで加工してくれているので今まで助かっていたようです。 もし寸法に公差を設けなかった場合最悪どの程度公差を守ってもらえるのでしょうか? またあまり見たことがないのですが、一般公差の幾何公差などを記入しなければならないのでしょうか? 職場にはみんな退職してしまって設計者は自分しかおらず何が正しいのか良くわかりません。 よろしくお願いいたします。
- 締切済み
- その他(開発・設計)
- 加工図の寸法記入と公差について
初めて質問させていただきます。 私はMCで機械加工のオペレーターをしていますが、先日親会社から来た加工図で疑問に思ったことがあるので、皆様の見解を教えていただきたいと思い投稿しました。 それは、ワークの上面を切削するのですが、 基準面から -0.2公差が+0.15、-0.0と 寸法が書かれていました。 私の見解では、まず基本の寸法にマイナスが付いていることが疑問に思われるのと(たぶん1段下がってるのを表現したかったのだと思いますが、初めて見たので疑問になりました。)、 そしてこの場合の公差で親会社に問い合わせたら、-0.2から+0.15だから-0.2-0.05の範囲に入っていれば合格と言われました。 ここでまた疑問が生じ、この場合単純に電卓で計算するように-0.05までいいのか、なんとなく納得できないように思えるのです。 下手な文章を長々と書いてしまい申し訳ありませんがどうか皆様の見解を教えてください。 よろしくお願いします。
- 締切済み
- マシニングセンター
- 幾何公差の指定方法について
下図の様なφ3(棒)の切断面を側面に対して直角にしたいと考えています。 (公差の指定は考えています) 端面の加工指示無しに、全長のみ寸法を記載したら、端面切断形状がをニッパでカットした様な潰れた形状(+若干斜め)になっており、寸法の取り方によっては、図面の公差に入っていない場合もありました。 図面に注記として 例)「切断後端面をヤスリがけし、直角にする事」等(曖昧な表現)を記載すればよいのかもしれませんが、幾何公差で指定出来ないものかと思い、質問しております。 幾何公差に関しては普段全く使わないので、本を読んでもいまいち分かりませんでした。 ___ ←端面が斜めになっている | | | | | | | |
- 締切済み
- 機械設計
- 【偏心台での測定】 幾何公差について
こちらには初めて質問させて頂きます。 偏心台で参考URLの図面のような幾何公差がある品物を測定する場合で、はっきりした知識を持ちあわせておらず、質問させて頂きました。 データムAに対して (1).直角度 0.01 (2).振れ 0.01 先輩は、ピックテスタで側面を当て同じ測り方をしています。 どっちも一緒と言いますが偏心台上では同じ測定方法なのでしょうか? (3).同軸度 0.01 外径Φ40にピックテスタを当てて、0.015だった場合、規格外。 この測定方法で合っていますか? データムYに対して (4).平行度 0.02 両端面の平行度を見ることになりますが、そもそも偏心台で測定できるのでしょうか? 機械加工は全くの素人で、先輩もあやふやな感じがします。 幾何公差のコレというものがつかめておらず、変な質問ですが教えていただけないでしょうか。 幾何公差図面 http://uploda.cc/img/img166.jpg
- 締切済み
- 測定・分析
- 幾何公差、寸法公差の有無による加工の手間の差
切削加工による部品の加工で、精密な幾何公差、寸法公差の入っている部品と普通公差でよい部品の加工とでは加工する人の手間はどれくらい違いますか。 ちなみに、ひとつの部品に精密な公差の入ったタップ穴と普通公差でよいタップ穴の加工がある場合はどうでしょうか。自分では、このような場合、普通公差のほうも精密に加工されるのかなと思ったりします。あるいは、普通公差と精密な公差では加工する際に何か手順が違うのでしょうか。
- 締切済み
- 切削

お礼
出張でなかなか回答をする時間が無く、遅くなって申し訳ありません。 今回も丁寧なご回答頂き、ありがとうございます。 少し私の頭では理解が追い付かなかったのですが、図面と測定値の寸法線は同じところから出しているつもりで 測定機器もディプスマイクロメーターで測定しているつもりです。 外形マイクロメーターで間接的に測定しているわけではないのですが、測定方法がおかしいというところがわかりませんでした。 ディプスマイクロメーターでの測定を行った場合、測定者や状況によって、毎回同じ部位を測定するとは限らないかと思います。 「それ以外の面は0.3まで曲がろうがねじれようがいいという図面の指示になるからです。」とアドバイスを頂きましたが、測定者がたまたま一番条件の悪い部位を測定した場合、平行度としてはOKでも寸法公差からは外れてしまうように思いました。根本的に恐らく私がなにか勘違いをしているのかと思うのですが、どこかわかりません。 大変申し訳ありませんがわかればでいいので教えてください。