- ベストアンサー
NC旋盤で4条ねじP152の切り方を教えてください
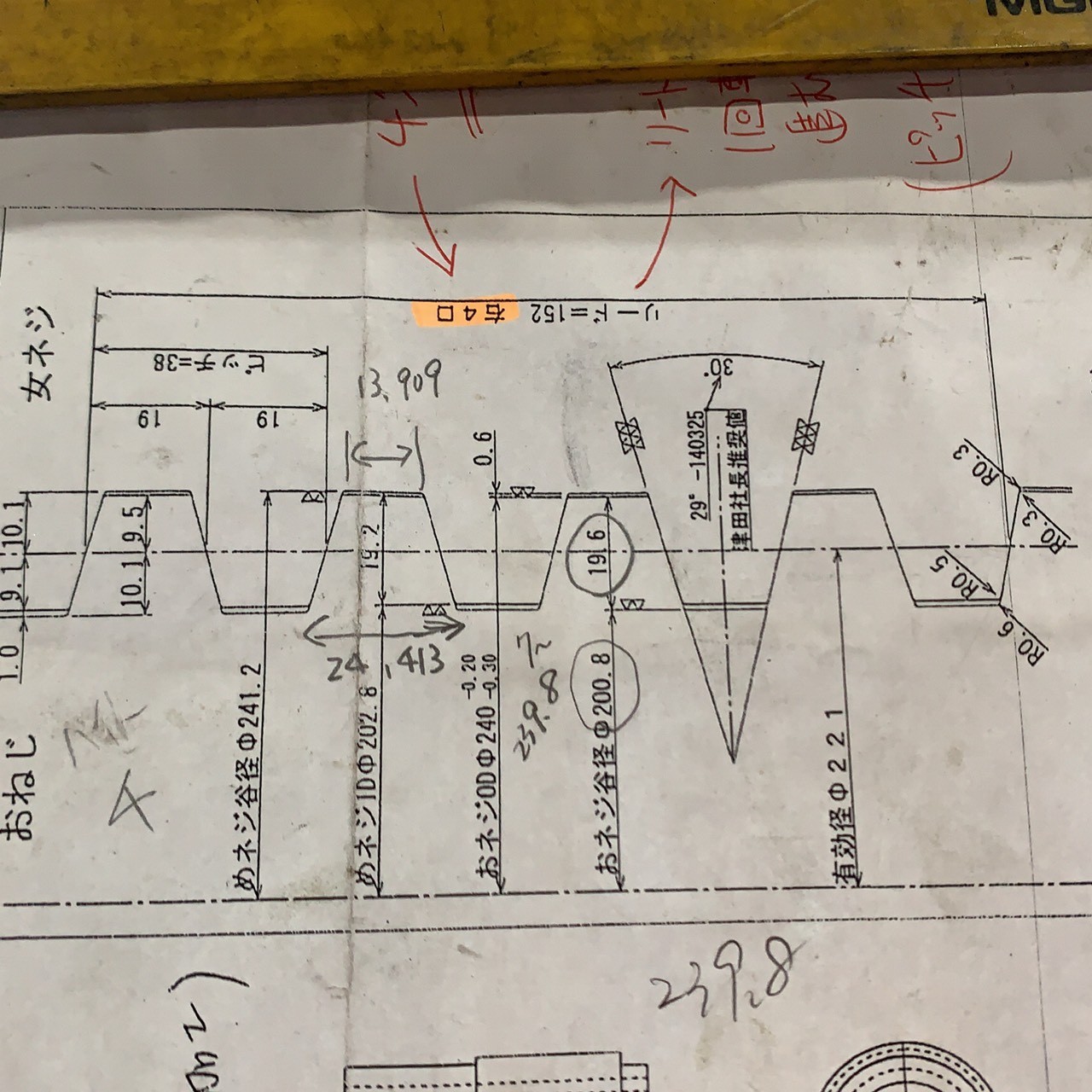
- 大日金属の汎用NC旋盤DL-75(1.5m)を使って、砲金で外径がΦ240、ネジの谷の径がΦ200.8 500L 30°台形 4条ネジの切り方を教えてください。
- 以前にピッチ4インチの2条ネジの切り方を参考にしましたが、今回の4条ネジの切り方が適切かどうか確認したいです。また、良いアドバイスがあれば教えてください。
- 素材が砲金でピッチが152のため、送りが早くてヘールバイトの刃の下の斜面(逃がし部分)が削りにくい状況です。この対処法を教えていただきたいです。

- 3sokukarasu
- お礼率100% (6/6)
- 旋盤
- 回答数3
- ありがとう数5
- みんなの回答 (3)
- 専門家の回答
質問者が選んだベストアンサー
その他の回答 (2)
- HikaruSai-2018
- ベストアンサー率46% (214/461)
Qは . が必要ではありませんか?
お礼
こんにちは。お世話になっております。また見落としてました。Q0 Q90000 Q180000 Q270000 にするべきでした。Q0. Q90. と同じですね。早速、現場に連絡します。ありがとうございました。
- HikaruSai-2018
- ベストアンサー率46% (214/461)
逃げ角度が足りないなら更に増やすしか無いですね
お礼
こんばんは。前回お話ししたかもしれませんが、この6月に持病のため就労不能となり退職致しました。そのあと機械を受け継いだ人からLINEでSOSを受けてこちらは自宅で昔やったプログラムを送ったりネットで調べた物を送ったりしてやってきましたが、残念なことに途中で断念、HikaruSai-2018さんには4回もご回答をいただきましたが、品物を降ろしてしまいました。 お世話になりました。また、何かのご縁でお世話になることがあるかもしれません。その際はよろしくお願いいたします。 ありがとうございました。
関連するQ&A
- 汎用NC旋盤で4条ネジの切り方を教えてください。
お世話になります。大日金属の汎用NC旋盤 DL-75(1.5m)を使っています。 砲金で外径がΦ240.ネジの谷の径がΦ200.8 500L 30°台形 4条ネジで図面上はピッチ38.リード152.とあります。以前ピッチ4インチの2条ネジを切ったプログラムを参考にして作りましたがこれでよろしいでしょうか?また良いアドバイスがありましたら、ご教授お願い致します。 N1 G50S200 G40 G0T105 G97S12M3 Z30.M8 X250. G92X200.8Z-520.F152.Q0 G92X200.8Z-520.F152.Q90 G92X200.8Z-520.F152.Q180 G92X200.8Z-520.F152.Q270 G0300.M5 Z40.M9 G97 M30 % これでよろしいでしょうか? 図面を添付いたしましたので、ご参照ください。
- ベストアンサー
- 旋盤
- 2条ねじのプログラムでの質問
NC旋盤で初めて2条ねじを加工しますがプログラムについて教えてください。 リード6ピッチ3でねじの谷底に横幅0.6のフラットが必要です。 G97S600M03 G00X55.0Z10.0M08 G92X44.5Z-55.0F6.0から X42.54(谷底)まで切り込んでいき G00W3.0の後もう一度 G92X44.5Z-55.0F6.0から X42.54までのプログラムを繰り返す事で2条ねじのプログラムまではわかりますが ねじ谷底の横幅0.6のフラットをつけるにはこの後どのようなプログラム入力が必要ですか。 上記2条ねじのプログラム入力が正解かも含めて教えてください。 宜しくお願いします。
- 締切済み
- 旋盤
- NC旋盤プログラム
みなさん、はじめまして この度、得意先外注の部門縮小につき 旋盤の仕事を、引き継ぐ事になり 約1ヶ月頑張っておりますが(旋盤初心者です) 下記プログラムにて、加工するとネジ山が、ささくれた様に 仕上がってしまいます。 プログラムは、前外注先が使用していたもので、担当者に聞いても クリアランスは、ガタガタで ささくれも気にしないでOKとの返事 でも、製作する方としては、綺麗な物にしたいと・・・ 使用材質は、SGP鋼管 Φ48.5 インチ12山のねじ切りです。 他にも、パイプ径の違う品物も ありますが、仕上がりは 同じ様な感じになってしまいます。 下記プログラムにて、改善箇所などありましたら お教え下さい よろしくお願いいたします。 G28U0W0 G00T100 G96S130M03 M8 X50.0Z3.0T1 G01Z0F0.2 X40.0 X45.5Z2.0F0.5 G01Z0F0.3 X48.5Z-1.75F0.1 G01Z-20.0F0.2 X50.0 G00X100.0Z5.0 G28U0W0 M01 N2 G28U0W0 G00T300 G96S100M03 X50.0Z5.0T3 G01X45.0F0.3 Z0 X40.0Z-2.5F0.1 Z2.0F0.5 G00Z50.0 G28U0W0 M01 N3 G28U0W0 G00T500 G97S1000M03 X55.0Z5.0T5 G92X48.0Z-18.0F2.117 X47.5 X47.2 X46.8 X46.5 X46.3 X46.2 X46.15 G00Z50.0 G28U0W0 M05 M9 M12 M30
- ベストアンサー
- 旋盤
- NC旋盤でのねじ切り加工
M20のピッチ2.0のおネジ加工しているのですが、切り込み開始側のねじ山のバリはどうやって取ればいいのでしょうか?今シャフト先端は60度の面取りをしてそれから加工しています。 プログラムは単純に下記のようにしていますが開始時と終了時の切り込み切り上げを設定したりできるモードがありますか? G92X20.0Z-20.0F2.0 X19.5 X19.0 ・ M30
- ベストアンサー
- 旋盤
- NC旋盤のタップのプログラムを教えて下さい
こんにちは。 初歩の初歩ですみません。 NC旋盤でタップを用いてネジの加工をしたいのですがプログラムがわかりません。 たとえば、M6×P1深さ10ミリのネジを切る時下記のプログラムではだめですか? G32W-10.F1.M3S500 G32W10.F1.M4S500 よろしくお願い致します。
- 締切済み
- 旋盤
- 旋削 メネジ 2条ネジ について
いつもお世話になっております。 NC旋盤でM8×1.0-2条をネジ切りで加工を検討しております。 過去の投稿を含めた私なりの調査の結果、 以下の内容で出来るのではと思っておりますが 不安なので確認の意味も含めて投稿させていただきました。 <被削材> S10C <ワーク形状> 全長=8.0 _ 外径=Φ24.5 _ 内径M8×1.0-2条(全ネジ) <使用工具> ピッチ1.0用の旋削ネジ切りチップ <プログラム>(例) 旋削ネジ切りサイクル(G92)を使用し 1条目 アプローチ点 Z5.0 送り 2.0(ピッチ1.0×2条) 2条目 アプローチ点 Z4.0(5.0-(2.0÷2)) 送り 2.0(ピッチ1.0×2条) でいかがでしょうか? ご意見・アドバイスをお願いいたします。 またオススメの工具が御座いましたら是非ご紹介 いただけると幸いです。 宜しくお願いいたします。
- 締切済み
- 旋盤
- NC旋盤での切削ねじの加工について
要領を得ない書き方でしたらすいません。 全くの素人ですが、回答お願いいたします。 NC旋盤にてG92サイクルを用いたねじ切り加工についてなのですが、例えば六角ボルト、M16(P2)×50×38sの切削ねじ(区分6G)を作りたい場合、外径はJISより、 最小15.682-最大15.962 というのはわかったのですが、谷径(最終切込み量)はJISの内径D1の 最小13.835最大14.210 の間に収めればゲージ適合するのでしょうか? 先日先輩のプログラムを見た際、 . . G97 S1000 M3; G92 X16.0 Z6.0 F2.; から始まって、最終切込み径が X13.5; になっていて、かつNR,GRゲージ共に適合していたためよくわからなくなりました・・ 補正量は0.05でした。 切削ねじを加工する際の最終切込み径の求め方、手順について、どなたかご指導のほどよろしくお願いいたします。 すみません、追記です。 zaumaku様わざわざありがとうございます 説明がへたですいません。 ネジ切りを行う際の最終切り込み径の求め方が知りたいのですが、 教えていただけますでしょうか? 何故M16で最終切り込み径が13.5なのでしょうか、、 ならM20なら? 有効径から算出するのですか? 無知ですみません。
- ベストアンサー
- 金属
- 高松チャッカーNC X-15とX-150 →ねじ…
高松チャッカーNC X-15とX-150 →ねじ切り 材質 SS41 六角材 平径 30mm 全高 30mm 下穴 Φ23.86 穴深さ 15mm ヌスミ 3mm 以前、チップでのねじ切りについて、教えて頂いた切込み量、回転数の計算、 等々、凄く助かりました。 今回は、チップを新品に変えただけなのに、ねじの1山目だけ、薄いヒゲが少し 付くのですが、これを消す方法はあるでしょうか? ねじゲージ M 25×1.0 は、スルスル通ります。油は水溶性です。 G0 G40 G97 M3 S1330 T0400 X20.0 Z4.0 G92 X23.86 Z-14.0 F1.0 X24.26 X24.62 X24.92 X25.14 X25.20 X25.20 以下省略 回転数は、S1000、1400、1500、1800でもダメでした。
- ベストアンサー
- 切削
- チャッカーNCで、ねじ切りについて
機械名 高松 X-150 三つ爪(チャッカー) 材質 S45C サイズ M 35×1.5 六角ナット (平径46) 全高 7mmで 下穴は、Φ33.40を開けておいて メーカー推奨の鉄用さらい刃付きのチップでΦ33.60を 狙って、ねじ切りをしていたのですが、穴面を90°、110°、120° と色々試し、ねじ切りの回転数も600~1300まで試しましたが、 ねじ切り入り口、出口に、どうしてもバリが出てしまうのですが、 何か、キレイにバリを出ない加工方法等があれば、アドバイスお願いします。 ねじ切りのプログラムで悪い所があればご指摘お願いします。 N2(M35*1.5*TAPPING) M8 G0G40G97M3S600T0400 X31.0Z4.0T0404 G92X33.54Z-10.0F1.5 X33.90 X34.18 X34.42 X34.62 X34.78 X34.92 X35.02 X35.02 G0Z140.0M9 M5 省略
- 締切済み
- 切削
- 旋盤の内径ねじ切りについて
素人が、失礼します。 プログラムを勉強中です。 内径のねじ切りで、 G76でM55ピッチ1.5Jis1級のねじ切りプログラムを作りたいのですが、 G76X○.Z○.P?Q○F○ですが、Pのねじ山の高さはどのようにきめているのですか?できれば、計算式もお願いします よろしくお願いします
- ベストアンサー
- 旋盤

お礼
おはようございます。Hikaru-Sai 2018さんにベストアンサーをつけて質問を閉じたものと思っておりましたので、ビックリです。でも本当はこういう回答がほしかったのです。現場ではすでにワークを降ろしており次の仕事に取り掛かってるものと思いますが、加工者にしてみれば相当悔しい思いをしていると思います。 僕は自宅に居ながら想像してメールでやり取りしただけなので現場で現物を一度も見ていないのがずーっと気にかかっていました。明朝早速このご回答を加工者に送らせていただきます。今回は断念したとしても次回に役立つかもしれません。Koyayagiさんには、貴重なお時間をかけ長文に及ぶメールを頂きまして誠にありがとうございました。また何かのご縁でお世話いただくこともあるかもしれません。その際はどうぞ宜しくお願い致します。