汎用旋盤でのねじ切り加工のコツとは?
- 汎用旋盤を使用したねじ切り加工の際に注意すべき条件や工具について解説します。
- 加工条件や切込み量、切削油の塗り方など、ねじ切り加工の具体的な方法について詳しく説明します。
- 技能検定2級のねじ部で直面する問題やアドバイスについてもお伝えします。
- 締切済み
汎用旋盤でのねじ切り加工
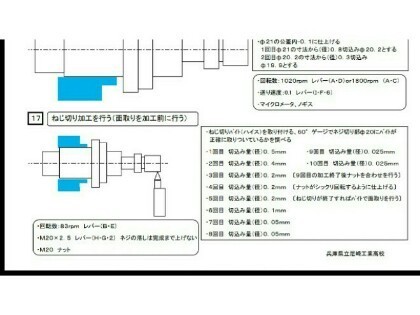
加工条件 M20*2.5 長さ20mm 工具 三菱マテリアル社製のMTTR436002 NX55 回転数 35~83rpm 切込み量 0.5mm開始 仕上げ0.02mm 計10回パス 切削油を筆で塗りながら加工 技能検定2級のねじ部です。 ナットは通るのですが、面がむしれてしまいきれいに仕上がりません。 壁際に近いので回転数はあまり上げることができません。 どうかアドバイスお願いします。

- kwsrkwsrntr
- お礼率11% (2/17)
- 旋盤
- 回答数8
- ありがとう数0
- みんなの回答 (8)
- 専門家の回答
みんなの回答
- HikaruSai-2018
- ベストアンサー率46% (214/461)
教本にもハイスって書いてますね ハイスが確実ですが研磨級(ホーニング無し、シャープエッジ)だとサーメットでもいけた記憶があったのですが・・・

- tokuhon-a
- ベストアンサー率66% (30/45)
切削速度V=π*D*N/1000 ≒3.14*20*(35~83)/1000 ≒2.2~5.2[m/min] サーメットでも超硬でもなく、 ハイスの工具じゃないと、 きれいに仕上がらないと思います。
- HikaruSai-2018
- ベストアンサー率46% (214/461)
無いとは思うけどワーク芯と刃先の高さ 実際に確認下さい
- HikaruSai-2018
- ベストアンサー率46% (214/461)
サーメットが良い 残るは油?なに使ってます
- HikaruSai-2018
- ベストアンサー率46% (214/461)
チップはサーメット使ってますか?
- HikaruSai-2018
- ベストアンサー率46% (214/461)
補足
ありがとうございます。 1年ほど前からそのテキストを使用しているのですが、うまくいかないので質問した次第です

関連するQ&A
- SUS304の平面加工
SUS304の平面加工について質問します。 材料サイズは、□1400mm 板厚35です。 板厚公差は、0-0.1 表面粗さは、Ry1.6です。 板の反り0.5mm 荒加工の工具? 切削条件(送り、回転数、切り込み深さ)? ドライ加工が良いのか、ウェット加工良いのか? 仕上げ加工の工具? 切削条件(送り、回転数、切り込み深さ)? ドライ加工が良いのか、ウェット加工良いのか? 工具の動き、切削幅が工具径の何%が良いのか? 今の工具、加工方法では、工具のチップの損傷により とても加工出来そうにありません。 ある工具は、 T社製 TME4408RB M社製ASX445 があります。 加工実績は、 M社製ASX445の工具を使い ウェット加工、切り込み1mmで 4000mm持ちません 答え、アドバイスお願いします。
- 締切済み
- マシニングセンター
- 旋盤加工時の突っ切り加工
汎用NC旋盤で突っ切り加工をしていますが、超硬チップが小径時で割れてしまいます。 原因としては回転不足なのか? 或いは切りくずの絡みなのか? 工具の強度不足なのか?ご指導の程お願いします。 条件は下記の通りです。 材質:S45C 外径Φ90mm、内径Φ9mm有り 工具:3mm幅のチップ交換式 工具突き出し量:45mm 回転数:200rpm固定 送り量:0.06mm/rev T:7.5mm(Φ15毎)に横幅左右0.2mmの逃がし加工を行っています。 切削油:水溶性 以上ですがΦ15付近でチップが欠けます。回転数は物が大きいので遅めにしています。 宜しくお願いします。
- ベストアンサー
- 旋盤
- S50Cのドライ加工
S50Cをエンドミルで加工しようとしています。 エンドミルはΦ10でTiAlN系コーティングの超硬です。 回転数2500rpm程度で送り600mm/minの条件で加工する 場合、エアブローで加工できるでしょうか? 切り込みはar=1mm、aa=max15mmです。 工具メーカのカタログには高速切削ならエアブローと 書いてありますが上記条件では材料にあった切削油剤 と書いてあり不安になりました。
- ベストアンサー
- 切削
- 汎用旋盤切削での光沢性について
普通旋盤切削での表面の光沢性についてですが。 チップはタンガロイ三角形60°ネガチップ(TNGG160414R-C NS530)でS45Cを切削していますが、表面が少しこすれるような面になってしまいます。 切削条件は回転数1600or1800rpm、送り表面0.1mm/rev・端面0.05mm/rev、切り込み量0.5mm程度 技能検定2級程度の内容(表面・端面・溝切り・ねじ切り)で、さらに光沢を最良に出したいのですが、ヒントでも良いので教えていただきたいのですが? ノーズ半径(現在0.4)を変更すると効果はありますか? 切削油はハケで塗る程度になると思いますが、効果ありますか? お金がなく特に切削油は実験することが出来ません。 先輩方の意見をいただければと思います。よろしくお願いいたします。
- 締切済み
- 旋盤
- 汎用旋盤での小径加工
汎用旋盤にて、小径部(φ30を下回るくらいから)の仕上げ加工をすると、全体的に薄く筋がついて白くなってしまいます。 仕上げ面を光らせるにはどのような改善点があるでしょうか??アイディアを教えてください。 切削条件 回転数:2000rpm 送り速度:0.6mm/rev チップ KYOCERA DCGT11T304ER-J TN60 一応、チップは変更できます。
- 締切済み
- 旋盤
- 切削加工中に発生する円盤の回転トルクついて
添付画像のような円盤にΦ25mmのショルダーミルで、下記の条件にて反時計回りに加工した場合、円盤の中心の回転トルクは何N・mになるでしょうか? 円盤はあらかじめ、幅100mm 厚み100mmの溝がある状態からの切削です。 ご回答をお願いいたします。 切削工具径方向切込み 2 mm 切削工具Z方向切込み 2 mm 主軸回転数 5000 min-1 一分間あたりの送り 2500 mm 1刃あたりの送り 0.25 mm 刃数 2 円盤中心からの最大寸法 339.336 mm 切削方向 反時計回り 加工品の材質 鋳鉄 材料係数 鋳鉄0.28 被切削抵抗 鋳鉄100
- 締切済み
- マシニングセンター
- スローアウェイバイトでのねじ切り
こんにちわ。 普通旋盤にてスローアウェイのバイトを使ってM20、ピッチ2.5のねじ切りをしていますが、加工面にムシレが発生してキレイになりません。 どうすればよいのでしょうか? 材料はS45C、バイトホルダは三菱マテリアルのMTHR2525M4、チップはMTTR436002:UTi20Tを使っています。 回転数は、確実にとめる自信がないので100rpm、切り込みは一方向切り込みで、半径で0.35,0.35,0.2,0.2,0.15,0.15,0.1,0.05,0.05,0.02でやっています。
- 締切済み
- 旋盤
- バニシングドリルの加工条件
こんにちは、バニシングドリルの切削条件を教えて下さい。 加工材 ・・・・・アルミ材(ADC12) 工具 ・・・・・ダイア付超硬バニシングドリル(オイルホール付) 工具径 ・・・・・18ミリ 加工深さ・・・・・20ミリ 現在 回転数・・・1750rpm 送り ・・・0.1mm/min で加工した結果、穴が「がたがた」になります、どうしたら良いでしょう。 送り・・・0.1mm/revでした。
- ベストアンサー
- マシニングセンター

補足
サーメットを使用しています。 超硬のほうが適切でしょうか。