- ベストアンサー
NC旋盤でのヌスミ加工についての質問
- S45C、HRC30の調質材の外径にヌスミ加工を角度45度でX片肉0.5、Z0.5の深さで35度菱形チップ、R0.4で進入角117.5度の外径バイトで加工したい
- 加工方法や切削条件がわからないので、溝入れのように少しずつステップさせながら加工するのが良いかも
- マザックのQTN640Tネクサスを使用しており、SGL単動を使うことがおすすめだと聞いたが、まだ使用したことがないため教えてほしい
- みんなの回答 (6)
- 専門家の回答
質問者が選んだベストアンサー
外径は普通でOK 内径、溝入れは刃物の剛性が低くなるので落としますね
その他の回答 (5)
- HikaruSai-2018
- ベストアンサー率46% (214/461)
HRC30なら 100 0.1以下で行けるかと チップは切れ味がほしいけどコーティングも欲しいので p30相当のコーティングで

お礼
ありがとうございます。大変助かります。是非試してみようと思います。
補足
ちなみになんですがご教授頂きついでにHikarusai-2018さんにお伺いしたいのですが45CのHRC30の硬度あたりならヌスミに限らず外径、内径、溝入れ等も焼きの入っていない生の45Cを切削するときの切削条件(切込み、周速、送り共に)を1割から2割位下げた切削条件での加工でも問題ないでしょうか?何度もすみません。
- HikaruSai-2018
- ベストアンサー率46% (214/461)
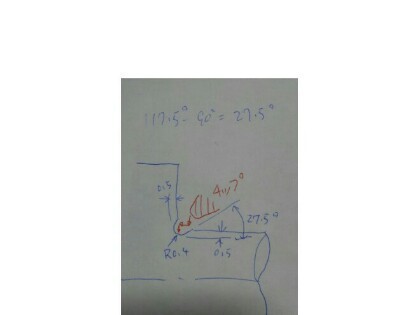
45度で進入させるのがシンプルだけど (やってみる価値はある) ビビル可能性があるので絵のようにジグザグで切り込むのが良いかな~ 切削速度は100m/min以下 送りは0.1mm/rev前後
お礼
早急に回答頂き大変感謝します。そうです、このバイトです。やはりびびりやすいんですね。ジグザグにというのは考えつきませんでした。早速試してみようと思います。大変助かりました。感謝致します。ちなみに材質がS45CのHRC30の調質してある材料なんですがご回答頂いた周速100以下、送り0.1前後の切削条件でと考えればよろしいでしょうか?
- HikaruSai-2018
- ベストアンサー率46% (214/461)
バイトこれね?

- HikaruSai-2018
- ベストアンサー率46% (214/461)
絵が欲しいね~ ぬすみとバイトとね 基本はぬすみより小さいバイトで接触長さを最小にするように入れていきます XとかZとか単軸送りじゃないって事です 出来れば円弧補完をしながら斜めに切り込んでいくイメージですね
お礼
ご回答ありがとうございます。 絵はうまくかけないので申し訳ありません。形としては単純なT字を横にしたような形です。その角にヌスミを三菱の型番がPVPNR2525M16という進入角117.5度の外径バイトで菱形チップ35度のR0.4で45度の角度で入れたいのです。
補足
すみません。いい忘れましたがヌスミは単純に35度チップで直線的にまっすぐX側に片肉0.5、Z側に0.5の位置まで形も何も45度でまっすぐ突っ込むだけです。可能でしょうか?

- yuto0116
- ベストアンサー率0% (0/2)
研磨ニゲの様なスヌミ加工を言ってるのでしょうか? あと、製品形状をもう少し詳しく教えてください。
お礼
早速の回答ありがとうございます。言われる通り研磨ヌスミです。外径100で長手に50でそのまま直角に外径130まで上がる形です。外径100の長手50まで行った所に研磨ヌスミとして外径片肉0.5(径99)、Z側に0.5(50.5)まで45度でヌスミを入れたいのです。






お礼
ありがとうございます!色々とご教授頂きまして感謝致します。まわりにNC旋盤の経験者が全くいない状況でわからないことだらけで困っていました。ほんとに助かりました。感謝、感謝です!